
FAQ
વારંવાર પૂછાતા પ્રશ્નો
થ્રી-ફેઝ અસિંક્રોનસ મોટર્સના ફોલ્ટ્સને સામાન્ય રીતે બે ભાગમાં વિભાજિત કરી શકાય છે: ઇલેક્ટ્રિકલ ફોલ્ટ અને મિકેનિકલ ફોલ્ટ.
યાંત્રિક ખામીઓમાં નીચેનાનો સમાવેશ થાય છે: અયોગ્ય કદના અથવા ક્ષતિગ્રસ્ત બેરિંગ્સ, બેરિંગ સ્લીવ્સ, ઓઇલ કેપ્સ, એન્ડ કેપ્સ, પંખા, બેઠકો અને અન્ય ભાગો અને શાફ્ટના ભાગોના ઘસારો.વિદ્યુત ખામીઓમાં મુખ્યત્વે સમાવેશ થાય છે: સ્ટેટર અને રોટર વિન્ડિંગ તૂટવા, વળાંક વચ્ચે (તબક્કો), જમીન પર, વગેરે.
સ્ટેટર અને રોટર પરસ્પર ઇન્સ્યુલેટેડ સિલિકોન સ્ટીલ શીટ્સથી બનેલા છે અને મોટરના ચુંબકીય સર્કિટનો ભાગ છે.સ્ટેટર અને રોટર કોરોનું નુકસાન અને વિકૃતિ મુખ્યત્વે નીચેના પાસાઓને કારણે થાય છે.
(1)અતિશય બેરિંગ વસ્ત્રો અથવા નબળી એસેમ્બલી, પરિણામે સ્ટેટર અને રોટર ઘસવામાં આવે છે, જેના કારણે મુખ્ય સપાટીને નુકસાન થાય છે, જે બદલામાં સિલિકોન સ્ટીલના ટુકડાઓ વચ્ચે શોર્ટ સર્કિટનું કારણ બને છે, મોટરના લોખંડની ખોટમાં વધારો કરે છે, જેના કારણે મોટરનું તાપમાન પણ વધે છે. ઉચ્ચ, જ્યારે બરને દૂર કરવા માટે ફાઇન ફાઇલ અને અન્ય સાધનોનો ઉપયોગ કરવામાં આવે છે, ત્યારે સિલિકોન સ્ટીલના ટુકડાને ટૂંકા કનેક્શનને દૂર કરો, સાફ કરો અને પછી ઇન્સ્યુલેટીંગ પેઇન્ટ સાથે કોટેડ કરો, અને હીટિંગ અને સૂકવણી કરો.
(2) આયર્ન કોરની સપાટી ભેજ અને અન્ય કારણોસર કાટ લાગી છે, તેને સેન્ડપેપરથી પોલિશ કરવી જોઈએ, સાફ કરવું જોઈએ અને ઇન્સ્યુલેટિંગ પેઇન્ટથી કોટ કરવું જોઈએ.
(3) વિન્ડિંગ ગ્રાઉન્ડિંગ દ્વારા ઉત્પન્ન થતી ઉચ્ચ ગરમીને કારણે કોર અથવા દાંત બળી જાય છે.પીગળેલી સામગ્રીને દૂર કરવા અને ઇન્સ્યુલેટીંગ પેઇન્ટ વડે તેને સૂકવવા માટે છીણી અથવા સ્ક્રેપર જેવા સાધનનો ઉપયોગ કરી શકાય છે.
(4) કોર અને મશીન બેઝ વચ્ચેનું સંયોજન ઢીલું છે, અને મૂળ સ્થિતિ સ્ક્રૂને કડક કરી શકાય છે.જો પોઝિશનિંગ સ્ક્રૂ નિષ્ફળ જાય, તો પોઝિશનિંગ છિદ્રોને ફરીથી ડ્રિલ કરો અને મશીન બેઝ પર ટેપ કરો, પોઝિશનિંગ સ્ક્રૂને કડક કરો.
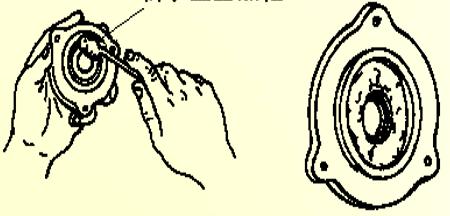
જ્યારે રોલિંગ બેરિંગમાં તેલની કમી હોય છે, ત્યારે હાડકાનો અવાજ સંભળાશે.જો સતત પીછો મારવાનો અવાજ સંભળાય છે, તો તે બેરિંગ સ્ટીલની વીંટી ફાટવાનો હોઈ શકે છે.જો બેરિંગ રેતી અને અન્ય કાટમાળ સાથે મિશ્રિત હોય અથવા બેરિંગ ભાગોમાં હળવા વસ્ત્રો હોય, તો તે થોડો અવાજ ઉત્પન્ન કરશે.ડિસએસેમ્બલી પછી તપાસો: સૌપ્રથમ સ્ટીલ રિંગની અંદર અને બહાર નુકસાન, કાટ, ડાઘ વગેરે માટે બેરિંગની રોલિંગ બૉડીની તપાસ કરો. પછી તમારા હાથથી બેરિંગની અંદરની રિંગને ચપટી કરો અને બેરિંગ લેવલ બનાવો, બાહ્ય સ્ટીલની રિંગને દબાણ કરો. તમારા બીજા હાથથી, જો બેરિંગ સારી હોય, તો બાહ્ય સ્ટીલની વીંટી સરળતાથી ફરતી હોવી જોઈએ, પરિભ્રમણમાં કોઈ કંપન અને સ્પષ્ટ જામિંગ ન હોવું જોઈએ, બંધ થયા પછી બાહ્ય સ્ટીલની વીંટીનું કોઈ રીગ્રેશન નહીં, અન્યથા બેરિંગનો ઉપયોગ કરી શકાતો નથી.ડાબો હાથ બાહ્ય રીંગમાં અટવાયેલો, જમણો હાથ આંતરિક સ્ટીલની રીંગને ચપટી, બધી દિશામાં દબાણ કરવા દબાણ કરે છે, જો તમને દબાણ કરતી વખતે ખૂબ ઢીલું લાગે છે, તો તે ગંભીર વસ્ત્રો છે.
ફોલ્ટ રિપેર બેરિંગ સપાટી રસ્ટ ફોલ્લીઓ ઉપલબ્ધ 00 સેન્ડપેપર સાફ કરો, અને પછી ગેસોલિન સફાઈમાં;બેરિંગ તિરાડો, રિંગની અંદર અને બહાર તૂટેલી અથવા વધુ પડતી વસ્ત્રો ધરાવતી, નવી બેરિંગ્સ સાથે બદલવી જોઈએ.નવા બેરિંગને બદલતી વખતે, મૂળ બેરિંગનો જ ઉપયોગ કરો.બેરિંગ સફાઈ અને રિફ્યુઅલિંગ.
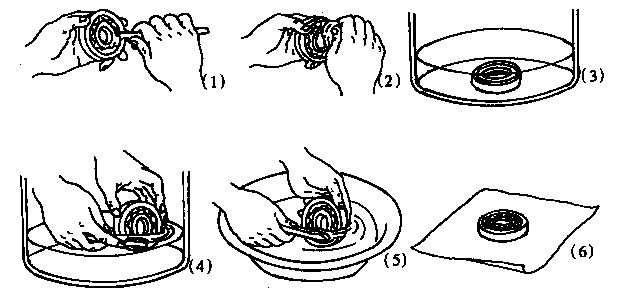
બેરિંગ સફાઈ પ્રક્રિયા: સૌપ્રથમ સ્ટીલ બોલની સપાટી પરથી કચરો તેલ ઉઝરડો;સુતરાઉ કાપડથી શેષ કચરો તેલ સાફ કરો;પછી બેરિંગને પેટ્રોલમાં ડુબાડો અને સ્ટીલના બોલને બ્રશથી સ્ક્રબ કરો;પછી સ્વચ્છ પેટ્રોલમાં બેરિંગને કોગળા કરો;પેટ્રોલને બાષ્પીભવન અને સૂકવવા માટે છેલ્લે કાગળ પર બેરિંગ મૂકો.
બેરિંગ ગ્રીસિંગ પ્રક્રિયા: રોલિંગ બેરિંગ ગ્રીસની પસંદગી માટે, મુખ્ય વિચારણા બેરિંગની ઓપરેટિંગ શરતો છે, જેમ કે પર્યાવરણનો ઉપયોગ (ભીનું અથવા સૂકું), કામનું તાપમાન અને મોટરની ગતિ.ગ્રીસની ક્ષમતા બેરિંગ ચેમ્બરના જથ્થાના 2/3 કરતા વધુ ન હોવી જોઈએ.
બેરિંગમાં લુબ્રિકેટિંગ તેલ ઉમેરતી વખતે, તેલને બેરિંગની એક બાજુથી સ્ક્વિઝ કરવું જોઈએ અને પછી વધારાનું તેલ ધીમેધીમે આંગળી વડે દૂર કરવું જોઈએ, જ્યાં સુધી તે સ્ટીલના બોલને સપાટ રીતે સીલ ન કરી શકે ત્યાં સુધી તેલ ઉમેરી શકાય. .બેરિંગ કવરમાં લુબ્રિકેટિંગ તેલ ઉમેરતી વખતે, વધુ પડતું ઉમેરશો નહીં, લગભગ 60-70% પૂરતું છે.
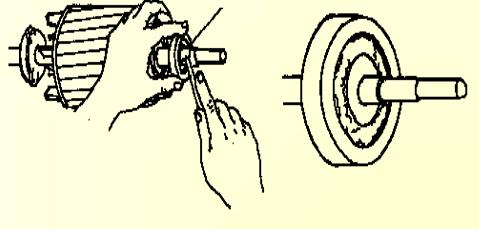
(1) શાફ્ટ બેન્ડિંગ જો બેન્ડ મોટું ન હોય તો, શાફ્ટ ડાયામીટર, સ્લિપ રિંગ પદ્ધતિને ગ્રાઇન્ડ કરીને રિપેર કરી શકાય છે;જો વળાંક 0.2mm કરતાં વધુ હોય, તો શાફ્ટને પ્રેસ હેઠળ મૂકી શકાય છે, શોટ બેન્ડિંગ પ્રેશર કરેક્શનમાં, લેથ કટીંગ ગ્રાઇન્ડીંગ સાથે શાફ્ટની સપાટીને સુધારી શકાય છે;જેમ કે બેન્ડિંગ ખૂબ મોટી છે નવી શાફ્ટ દ્વારા બદલવાની જરૂર છે.
(2) શાફ્ટ ગરદન વસ્ત્રો શાફ્ટ ગરદન વસ્ત્રો ખૂબ નથી, ક્રોમિયમ પ્લેટિંગ એક સ્તર ગરદન હોઈ શકે છે, અને પછી જરૂરી કદ માટે ગ્રાઇન્ડીંગ;વધુ પહેરો, ઓવરલે વેલ્ડીંગના ગળામાં હોઈ શકે છે, અને પછી લેથ કટીંગ અને ગ્રાઇન્ડીંગ માટે;જો જર્નલના વસ્ત્રો ખૂબ મોટા હોય, તો 2-3 એમએમના જર્નલમાં પણ, અને પછી જર્નલમાં હોટ સેટ કરતી વખતે સ્લીવ ફેરવો અને પછી જરૂરી કદ તરફ વળો.
શાફ્ટ ક્રેક અથવા ફ્રેક્ચર શાફ્ટ ટ્રાંસવર્સ ક્રેક ડેપ્થ શાફ્ટ વ્યાસના 10%-15% થી વધુ નથી, રેખાંશ તિરાડો શાફ્ટની લંબાઈના 10% કરતા વધી નથી, ઓવરલે વેલ્ડીંગ પદ્ધતિ દ્વારા સુધારી શકાય છે, અને પછી જરૂરી કદમાં દંડ ફેરવી શકાય છે.જો શાફ્ટમાં ક્રેક વધુ ગંભીર હોય, તો નવી શાફ્ટની જરૂર છે.
જો હાઉસિંગ અને એન્ડ કવરમાં તિરાડો હોય, તો તેને ઓવરલે વેલ્ડીંગ દ્વારા રીપેર કરાવવી જોઈએ.જો બેરિંગ બોરનું ક્લિયરન્સ ખૂબ મોટું હોય, જેના કારણે બેરિંગ એન્ડ કવર ખૂબ ઢીલું હોય, તો બેરિંગ બોરની દિવાલને પંચનો ઉપયોગ કરીને સરખી રીતે દબાવી શકાય છે, અને પછી બેરિંગને અંતિમ કવરમાં મૂકી શકાય છે, અને મોટર્સ માટે મોટી શક્તિ સાથે, બેરિંગના જરૂરી કદને જડવું અથવા પ્લેટિંગ દ્વારા પણ મશીન કરી શકાય છે.
મોટર ઇન્સ્ટોલેશન બેઝ લેવલ નથી.મોટર બેઝને લેવલ કરો અને ફાઉન્ડેશનને લેવલ કર્યા પછી તેને નિશ્ચિતપણે ઠીક કરો.
સાધન મોટર કનેક્શન સાથે કેન્દ્રિત નથી.એકાગ્રતાને ફરીથી ઠીક કરો.
મોટરનું રોટર સંતુલિત નથી.રોટરનું સ્થિર અથવા ગતિશીલ સંતુલન.
બેલ્ટ પુલી અથવા કપલિંગ અસંતુલિત છે.પુલી અથવા કપલિંગ કેલિબ્રેશન બેલેન્સિંગ.
રોટર શાફ્ટ હેડ બેન્ટ અથવા ગરગડી તરંગી.રોટર શાફ્ટને સીધો કરો, ગરગડીને સીધી કરો અને પછી સેટને ફરીથી વળવા માટે સેટ કરો.
સ્ટેટર વિન્ડિંગ, સ્થાનિક શોર્ટ સર્કિટ અથવા ગ્રાઉન્ડિંગનું ખોટું કનેક્શન, પરિણામે અસંતુલિત થ્રી-ફેઝ કરંટ અને ઘોંઘાટનું કારણ બને છે.
વિદેશી પદાર્થ અથવા બેરિંગની અંદર લુબ્રિકેટિંગ તેલનો અભાવ.બેરિંગને સાફ કરો અને બેરિંગ ચેમ્બરના 1/2-1/3 માટે નવા લુબ્રિકન્ટથી બદલો.
સ્ટેટર અને હાઉસિંગ અથવા રોટર કોર અને રોટર શાફ્ટ વચ્ચે છૂટક વિસ્થાપન.ફિટ, રી-વેલ્ડીંગ, પ્રોસેસિંગની વસ્ત્રોની સ્થિતિ તપાસો.
સ્ટેટર અને રોટર ખોટા સળીયાથી.આયર્ન કોરનું ઉચ્ચ બિંદુ શોધો, ગ્રાઇન્ડીંગ પ્રોસેસિંગ.
મોટર ઓપરેશન દરમિયાન ઇલેક્ટ્રોમેગ્નેટિક અવાજ.સમારકામ દ્વારા દૂર કરવું મુશ્કેલ છે.
| ઇન્સ્યુલેશન વર્ગ | તાપમાન.(℃) |
| ઇન્સ્યુલેશન વર્ગ | તાપમાન.(℃) |
| Y A E B | 90 105 120 130 | F H C | 155 180 >180 |
① ઓછી સ્નિગ્ધતા, ઉચ્ચ ઘન સામગ્રી અને નિમજ્જનની સરળતા.
② ઝડપી ઉપચાર, મજબૂત બંધન અને સ્થિતિસ્થાપકતા.
③ઉચ્ચ વિદ્યુત ગુણધર્મો, ગરમી પ્રતિકાર, ભેજ પ્રતિકાર અને રાસાયણિક સ્થિરતા.
a) શાફ્ટ અને ટાઇલનું અંતર ખૂબ નાનું છે.
b) નાનું તેલ મૂત્રાશય ખુલવું અને અપૂરતું તેલ.
c) લુબ્રિકેટિંગ તેલનું ઉચ્ચ તાપમાન.
d) શાફ્ટ ટાઇલ સંશોધન ઇજા.
e) તેલનું નબળું વળતર અને અપૂરતું તેલ.



